Metal Detectors
Metal Detectors
Metal Detector Conveyors for Safe and Reliable Product Inspection
CHL Systems’ Metal Detector Conveyors provide a seamless solution for integrating metal detection into your food and beverage processing lines. Designed for precision, reliability, and ease of use, our conveyors ensure the highest levels of product safety and compliance with industry standards.
With a sanitary stainless-steel construction and customizable configurations, our metal detector conveyors are engineered to handle a wide variety of products while maintaining strict hygiene requirements. These systems are ideal for detecting and rejecting contaminants without disrupting production flow, protecting your brand and ensuring consumer safety.

Key Benefits
- Sanitary Design: Washdown-capable stainless-steel construction ensures compliance with food safety regulations.
- Customizable Solutions: Configured to fit your specific application needs, including size, speed, and product type.
- Seamless Integration: Designed to work with leading metal detection systems for accurate and reliable performance.
- Efficient Reject Mechanisms: Options include push arms, air blasts, and drop chutes for precise and effective product removal.
- Durable and Dependable: Engineered to withstand demanding environments and continuous operation.
Applications Include
- Packaged and unpackaged food products
- Bulk materials
- Specialty products requiring stringent metal detection
CHL Systems’ Metal Detector Conveyors combine advanced technology with robust engineering to deliver dependable inspection and peace of mind. Whether you’re upgrading an existing line or installing new systems, our conveyors are the perfect choice for safeguarding your operations and ensuring quality control.
Related Equipment

FT-1000
FT-1000 is a highly adaptable conveyor system ideal for simply moving products from A to B or processing products directly on the conveyor belt
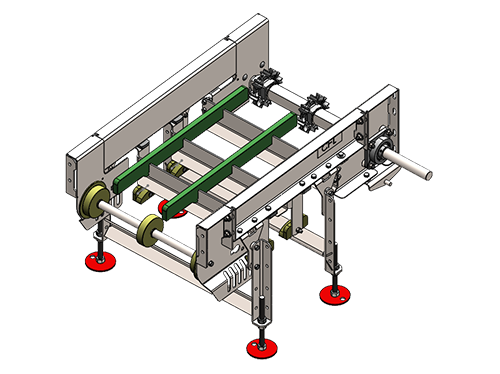
FT-2000
The FT-2000: Customizable, Hygienic, and Space-Saving Conveyor. Ideal for diverse industries, it offers easy maintenance, optional overhead suspension, and tailored configurations for your specific needs.
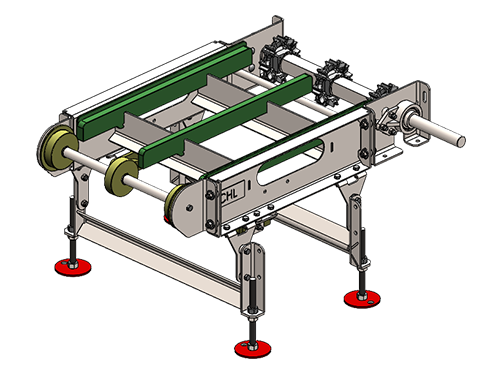
FT-3000
FT-3000: Robust and Customizable Conveyor for Heavy-Duty Applications. Built to last with a stainless steel frame, it offers exceptional strength, adaptability, and reliability for your unique needs.
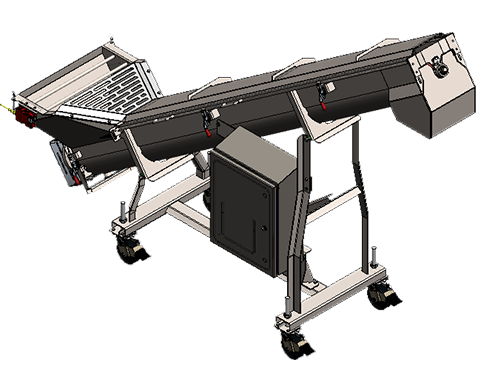
Screw Conveyors
Versatile and customizable, our Stainless-Steel Screw Conveyors are essential for material handling. For short or long distances, flat or steep inclines, we tailor solutions to your production needs.
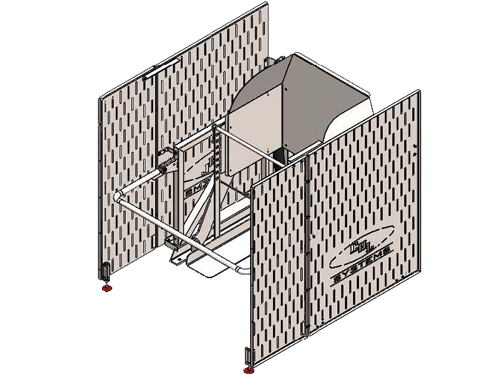
Dumpers
Discover CHL Systems’ Stainless-Steel Dumpers: Sanitary, Durable, and Versatile. With a 3000-pound lift rating, they’re ideal for tough applications, ensuring efficiency and safety.
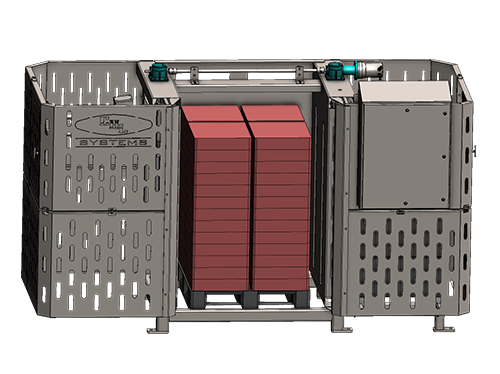
Frozen Block Separator
Revolutionize Frozen Block Handling with CHL’s Frozen Block Separator. Designed for food production plants, it ensures safety, efficiency, and cost savings in bulk food processing.
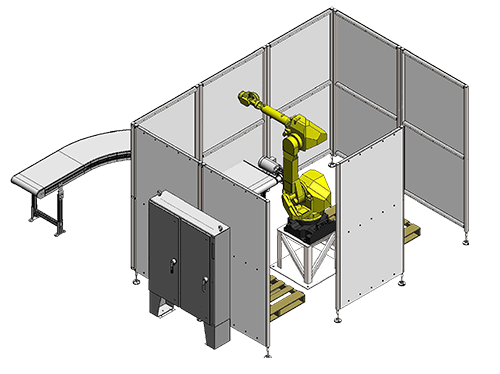
Palletizers
CHL Systems’ Robotic Palletizer: Efficient and Safe. With a versatile design, it handles up to 88″ pallets and 35 kg payloads, streamlining your production. Ready to palletize your products?

Hopper Takeaway
CHL Systems’ Hopper Takeaway is designed to optimize material flow and enhance production line efficiency in food and beverage processing environments.
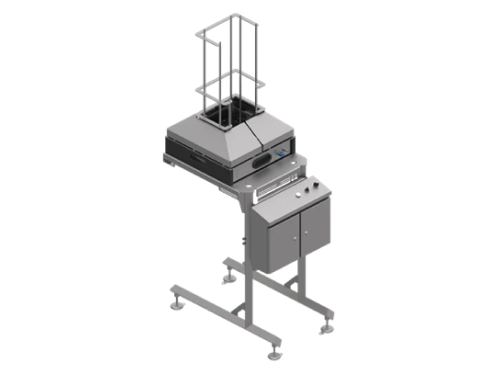
Denesting
As a premier distributor of QUPAQ’s industry-leading denesters, CHL Systems brings you the most reliable and efficient tray dispensing solutions available today.

Metal Detector
CHL Systems’ Metal Detector Conveyors provide a seamless solution for integrating metal detection into your food and beverage processing lines.
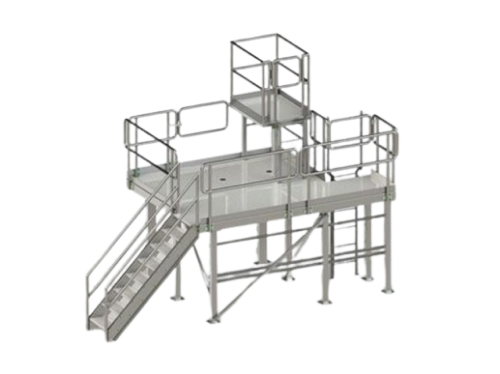
Custom Platforms for Safe and Efficient Access Solutions
CHL Systems designs and manufactures custom platforms tailored to meet the unique needs of food and beverage processing environments.

Sanitary Z-Conveyors for Efficient Vertical Product Handling
CHL Systems’ 2-Conveyors are engineered to provide reliable and efficient vertical transportation of bulk…

Ergonomic Stands for Enhanced Operator Comfort and Efficiency
CHL. Systems’ Ergonomic Stands are designed to Improve worker comfort, productivity, and safety in demanding food and beverage processing environments.

Packoff Stations for Efficient Product Packaging and Organization
CHL Systems’ Packoff Stations are engineered to streamline packaging operations in food and beverage processing facilities.