
Choosing the right conveyor belt for your protein processing or packaging line is one of the most important decisions when integrating a new conveyor system into your plant.
The type of conveyor belt that you use not only impacts the overall design of the conveyance system but also affects the safety and hygiene of your operations. Because the belt is the primary conveyor component that makes direct contact with the product, it is critical to choose a conveyor belt that aligns properly with your product and process and ensures superior food safety and sanitation.
As you think about which belt you will need for your specific conveyance application, consider choosing one of these top three conveyor belt types that work best for protein processing.
Modular Plastic Conveyor Belts
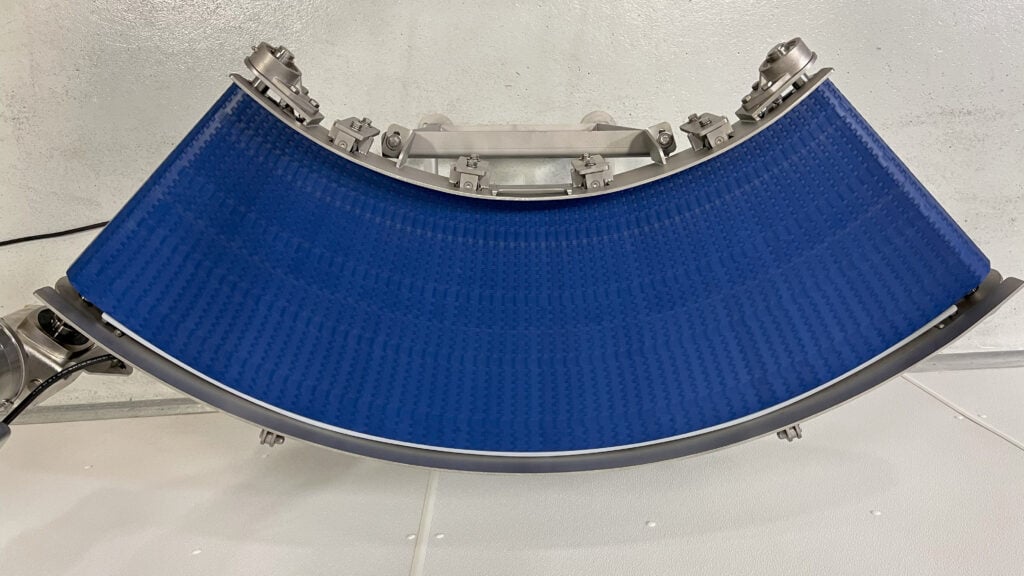
One of the most widely used conveyor belts in the protein industry is the modular plastic conveyor belt. Modular plastic belts are available in a wide variety of designs and are popular for their cost-effectiveness, versatility, flexibility, and durability.
Because modular plastic conveyor belts can withstand both hot and cold temperature extremes and offer a high chemical resistance and low moisture absorption, these belts can be used for a diversity of products and applications from box handling to primary packaging and even raw product processing.
Plastic modular conveyor belts allow for maximum flexibility in design. For example, they can be outfitted with flights for vertical conveyance or with friction tops to carry boxes. They can also travel around tight pulleys, making them the best choice for conveyors with tight transfers.
Their durability goes the distance, making them an excellent choice for conveyors that require a long run, and they can withstand washdown environments where frequent pressure washing, near-boiling temperatures, and harsh chemicals are employed.
Continuous Urethane Conveyor Belts

Often used for smaller products, such as ground or shredded meat, continuous urethane conveyors belts are ideal for small products or products that need to be scraped from the belt.
Although they can be pricier than modular plastic belts, continuous urethane conveyor belts offer an added level of food safety. Their solid surface prevents debris and bacteria from becoming trapped in the belt, and their superior resistance to fats, oils, and chemicals make continuous urethane conveyor belts the go-to choice for products requiring the strictest hygiene standards.
Metal Conveyor Belts

When it comes to handling extreme temperatures, metal conveyor belts are unparalleled. Most often made from stainless steel, metal conveyor belts offer a higher tolerance to extreme temperatures than plastic belting, thus reducing the possibility of belt breakage. Their unrivaled durability makes them an excellent choice for applications such as cooking, frying or freezing processes.
Stainless steel’s resistance to corrosion and ease of cleaning further solidify its position as a top material for protein processing conveyor belts, ensuring that your operations are both efficient and hygienic.
Key Takeaways for Selecting Protein Processing Conveyor Belts
Choosing the right conveyor belt material is a critical decision that can significantly impact the efficiency, safety, and hygiene of your protein processing operations. Whether you opt for the versatility of modular plastic belting, the durability of metal belting, or the hygienic properties of a continuous urethane belt, each material offers unique benefits tailored to different processing needs. As you consider the best conveyor belt solution for your plant, remember that this choice is an investment in your operation’s future.
Are you ready to enhance your protein processing operations with a new or upgraded conveyor system? Contact us today to discuss your application needs with our experts. Let’s work together to find the perfect conveyor belt solution for your plant.